 聯(lián)系我們
聯(lián)系我們 Xml地圖
Xml地圖 網(wǎng)站地圖
網(wǎng)站地圖 歡迎光臨河北友元管道制造有限公司網(wǎng)站,有任何需求請電話咨詢
歡迎光臨河北友元管道制造有限公司網(wǎng)站,有任何需求請電話咨詢
掃描二維碼咨詢

專注涂塑 保溫/防腐管道研發(fā)生產(chǎn)
廠家直銷一手價格非標(biāo)定制
服務(wù)熱線:15694813777
歡迎光臨河北友元管道制造有限公司網(wǎng)站,有任何需求請電話咨詢
服務(wù)熱線:15694813777

近幾年來,我國管道防腐涂料在逐步完善,生產(chǎn)過程也加精細(xì)化。為了保證輸氣管線的合理規(guī)劃,工作人員應(yīng)該轉(zhuǎn)變原有觀念,利用新型材料優(yōu)化涂層技術(shù),并規(guī)劃工藝實施順序。同時,在涂抹材料之前,應(yīng)該使鋼管表面保持清潔,使其達(dá)到標(biāo)準(zhǔn)要求。
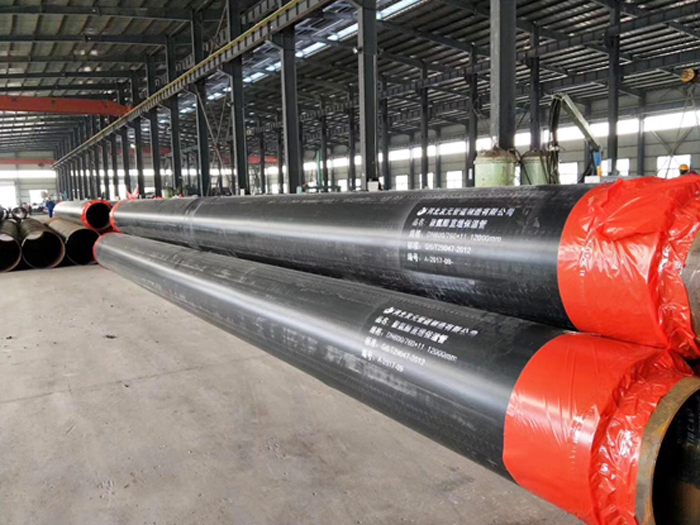
鋼管3PE外防腐層的生產(chǎn)技術(shù)

(1)3PE外防腐生產(chǎn)工藝及生產(chǎn)線基本參數(shù)
從3PE外防腐生產(chǎn)工藝的順序來看,工作人員應(yīng)該依照以下步驟來實施:按照鋼管的性質(zhì)進(jìn)行預(yù)熱工作,并對檢驗其外形是否良好;要根據(jù)實際的生產(chǎn)情況不斷調(diào)整溫度,將涂料的處理頻次固定下來,并用粉末噴涂;將膠私劑纏繞在鋼管的四周,并等待試劑冷凝,在其中加入25%的聚乙烯,增強(qiáng)涂料的綜合性能。將鋼管放置在冷水中,并通過電火花的方式排除漏洞,檢驗涂層的基本性能,然后在鋼管上貼下標(biāo)識,就完成了所有的工序;
(2)3PE生產(chǎn)關(guān)鍵技術(shù)
3PE生產(chǎn)關(guān)鍵技術(shù)具有靈活性與多樣化等特點。工作人員應(yīng)該按照標(biāo)準(zhǔn)的程序進(jìn)行處理,以保證防腐層的性能較好。要利用的處理技術(shù)對鋼管的表面進(jìn)行涂敷。按照鋼管的使用性能將涂料分為三部分,選用除塵設(shè)備將鋼管表面清理干凈,達(dá)到預(yù)處理的目的。一般情況下,工作者都會選擇拋丸除銹器具吸附顆粒性塵土,并利用大功率微塵處理器控制清潔過程;采用中頻加熱的方法對預(yù)熱裝置進(jìn)行把控。在此過程中,熱量應(yīng)該均勻的噴射到鋼管表面,并體現(xiàn)的速率。三層防腐層成型技術(shù)。作為防腐層的核心處理部分,工作人員應(yīng)該在保證鋼管外觀的同時完成涂料層次的構(gòu)造。
23PE外防腐層的質(zhì)量控制問題
(1)3PE涂層管表面麻點和涂層間氣泡問題就3PE涂層表面麻點而言,主要表現(xiàn)在以下幾個方面:由于聚乙烯材料分子中的運行速度較慢,在高溫?zé)葡氯菀壮霈F(xiàn)揮發(fā)的現(xiàn)象,并且小分子成分的粘合程度變高,不容易均勻的鋪設(shè)在鋼管的表面;其次,在中頻溫度的影響下,塑化的時間會縮短,需要工作人員進(jìn)行合理的控制才能夠保證產(chǎn)品的質(zhì)量;從涂層間氣泡問題來看,主要是由于鋼管中的粘結(jié)劑使用過多,使材料內(nèi)部的潮濕性增加,并導(dǎo)致涂層間出現(xiàn)氣泡。另外,如果工作人員沒有選擇合理的硅膠棍角度,也會使涂料的硬性增加;
(2)涂層表面水擊點和涂層厚度不均等問題鋼管上的高溫涂層要通過冷凝水進(jìn)行降溫。工作人員需要以噴灑的方式將冷水均勻的覆蓋在鋼管的表面。但由于涂層的受熱面積不同,位置也不盡相同,水擊點以不均勻的態(tài)勢呈現(xiàn)出來,需要工作者的控制才能夠使流動距離變得合理;在3PE涂層厚度不均勻的角度上,只要原因是生產(chǎn)方式不得當(dāng)。涂料模具的出口分別在上下兩端,如果涂層不能夠均勻的抹在鋼管四周的布控點中,則會出現(xiàn)材料浪費的情況,并導(dǎo)致質(zhì)量不合格。
【責(zé)任編輯】本文章由友元管道編輯,網(wǎng)頁鏈接地址:http://hbyygd.cn/jishu/15.html

大口徑環(huán)氧煤瀝青防腐鋼管管道不積垢、不滋生微生物,屬健康衛(wèi)生管道,保證流體不受二···... 【詳情+】
管道3PE涂覆工藝對管道翹邊缺陷的影響")
1、3PE鋼質(zhì)管道防腐層1.13PE防腐層介紹。鋼管三層PE防腐,其主要結(jié)構(gòu)為:···... 【詳情+】

河北友元管道制造有限公司 版權(quán)所有?
備案號:冀ICP備16009193號-3 網(wǎng)站地圖
 冀公網(wǎng)安備 13092502001213號
冀公網(wǎng)安備 13092502001213號
技術(shù)支持:滄州瑞智網(wǎng)絡(luò)
掃一掃!更多精彩
 山西君瀚集團(tuán)采購友元聚氨酯保溫管產(chǎn)品
山西君瀚集團(tuán)采購友元聚氨酯保溫管產(chǎn)品 友元管道為阜新市產(chǎn)業(yè)園提供鋼套鋼蒸汽直埋保溫管產(chǎn)品
友元管道為阜新市產(chǎn)業(yè)園提供鋼套鋼蒸汽直埋保溫管產(chǎn)品

